News
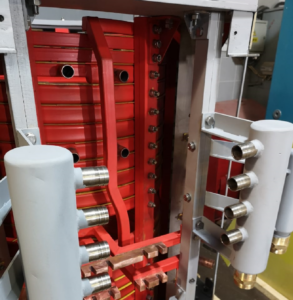
IBE Horizontal Rotor Cascade Centrifuge

New development for high-throughput fiberizing: 0.8–7.2 t/h
IBE Projects GmbH presents a new development: the horizontal rotor cascade centrifuge (spinner), designed for stable, precisely controlled fiberizing across a wide production range. The concept combines a compact, service-friendly layout with high process stability—while retaining the proven blow-off aerodynamics and thermal stabilization used in our vertical solutions.
Core concept
The system is based on a horizontally mounted rotor with a cascade-type fiberizing zone. This arrangement enables:
- uniform melt distribution and stable discharge through the perforation,
- repeatable fiber parameters and consistent operation,
- convenient maintenance and straightforward integration into production lines,
- scalable capacity without changing the fundamental process logic.
Capacity and product quality
The centrifuge is engineered for industrial operation:
- from 0.8 t/h (pilot / line operation)
- up to 7.2 t/h (high-throughput operation)
With properly tuned operating parameters and optimized blow-off settings, the following quality figures can be achieved:
- saleable product yield: > 90%
- “korolyok” (shot) content: < 4%
- In addition: When processing basalt melt, the rotor replacement interval compared to a roller centrifuge has been extended from ~80 to ~340 hours, significantly reducing downtime and operating costs.
Design advantages
1) Precision dynamic temperature (viscosity) control
An intelligent control system provides precision, dynamic control of the melt temperature directly during centrifuging with an accuracy of ±2°C, adjusting it in real time and independently (within a sufficiently wide range from -50 t0 +150°C) of the melt temperature in the furnace. This ensures stable melt viscosity and, as a result, repeatable fiber quality with minimal variation in fiber geometry—in fiber diameter (thickness) and fiber length.
2) Stable melt feeding
Melt is delivered via a trough with split, two-sided distribution, reducing asymmetry, preventing local overfilling, and improving stability—especially during transient conditions.
3) Bearing zone protection and longer service life
The design includes:
- a Ø80-120 mm spindle shaft for increased stiffness,
- water cooling of the shaft to reduce heat transfer to the bearings,
- a thermal shield to protect the bearing area from radiant heat and contamination.
This improves reliability, particularly at high temperatures and with intensive blow-off.
4) Thermal curtain and controlled aerodynamics
A thermal curtain is implemented in the blow-off receiver to stabilize temperature in the working zone and reduce the impact of cold air ingress. This helps maintain consistent melt viscosity at the perforation and supports stable fiber formation.
5) Compact and easy to integrate
The horizontal layout is well suited for installation on the shop floor and integration into existing process lines. The modular concept allows adaptation to specific production tasks and space constraints.
Applications
The solution targets production lines for mineral and basalt-based fibrous materials, including:
- insulation products (boards, mats),
- basalt staple fiber and composite intermediates,
- industrial conversion of mineral melts into fibrous fractions.
Next steps
On request, IBE can provide:
- technical description and layout documentation,
- operating parameter sizing for the required capacity and melt properties,
- integration concepts for existing furnaces, blow-off systems, and collection/filtration units,
- support for commissioning and process optimization.
Contact us to receive materials and discuss implementation.
Comparative Analysis of Basalt, Andesite, and Andesibasalts as Raw Materials for Continuous Fiber Production and Promising Deposits
The production of continuous fibers based on basalt, andesite, and andesite basalts is gaining increasing popularity due to the high strength, thermal stability, and chemical resistance of these materials. This article examines the technical and technological aspects of using these minerals for fiber production, their operational properties, the chemical durability of the products, and the most promising deposits that can serve as raw material sources for the industry.
- Comparative Composition and Properties of Minerals
To compare basalt, andesite, and andesibasalts, it is important to consider their typical chemical composition, which determines key fiber properties such as strength, thermal stability, and resistance to acids and alkalis.
Chemical Composition of Basalt
Basalt is the primary type of igneous rock, and its chemical composition varies within the following ranges:
- SiO₂ (Silicon Dioxide): 45–52%
- Al₂O₃ (Aluminum Oxide): 12–16%
- Fe₂O₃/FeO (Iron Oxides): 9–14%
- MgO (Magnesium Oxide): 5–12%
- CaO (Calcium Oxide): 6–12%
- Na₂O + K₂O (Alkali Oxides): 2–5%
- TiO₂ (Titanium Dioxide): 1–3%
Basalt has a high content of iron and magnesium oxides, which gives the material high strength, thermal resistance, and alkali resistance.
Chemical Composition of Andesite
Andesite, being a more acidic type of volcanic rock, has the following typical composition:
- SiO₂ (Silicon Dioxide): 55–60%
- Al₂O₃ (Aluminum Oxide): 17–20%
- Fe₂O₃/FeO (Iron Oxides): 4–6%
- MgO (Magnesium Oxide): 2–4%
- CaO (Calcium Oxide): 6–7%
- Na₂O + K₂O (Alkali Oxides): 3–7%
- TiO₂ (Titanium Dioxide): 0.5–1%
Andesite has a higher content of silica and aluminum compared to basalt, providing it with high acid resistance but reducing its resistance to alkalis.
Chemical Composition of Andesibasalt
Andesibasalt is a transitional rock between basalt and andesite, and its chemical composition can vary:
- SiO₂ (Silicon Dioxide): 50–55%
- Al₂O₃ (Aluminum Oxide): 15–18%
- Fe₂O₃/FeO (Iron Oxides): 6–10%
- MgO (Magnesium Oxide): 4–8%
- CaO (Calcium Oxide): 6–10%
- Na₂O + K₂O (Alkali Oxides): 2–5%
- TiO₂ (Titanium Dioxide): 1–2%
The silica content in andesite basalts is higher than in basalt but lower than in andesite, making these rocks moderately resistant to both acids and alkalis. Andesite basalts combine the strength and thermal resistance of basalt with the chemical resistance of andesite, making them attractive for fiber production.
- Technological Aspects of Fiber Production
Basalt
The production of basalt fibers has long been established and occurs by melting the rock at temperatures of 1300–1400 °C, followed by fiber formation. This process is relatively simple and cost-effective.
Andesite
Andesite melts at a slightly higher temperature—around 1500 °C—requiring more precise equipment adjustments. Andesite fibers are promising due to their high acid resistance, but their industrial application is still in the development stage.
Andesibasalts
Fiber production from andesibasalts is also possible at melting temperatures around 1400–1500 °C. This direction represents a promising area for research, as such fibers may combine the advantages of both minerals.
- Chemical Resistance of Products
Basalt Fibers
Basalt fibers are resistant to alkalis due to their low silica content, making them suitable for use in alkaline environments. However, they are less resistant to acids.
- Acid Resistance: Moderate, destroyed by strong acids.
- Alkali Resistance: High.
Andesite Fibers
Due to their high silica content, andesite fibers exhibit high acid resistance but are less resistant to alkali exposure.
- Acid Resistance: High.
- Alkali Resistance: Low.
Andesibasalt Fibers
Andesibasalts combine the properties of basalt and andesite, providing them with high acid resistance and moderate alkali resistance.
- Acid Resistance: Higher than basalt.
- Alkali Resistance: Lower than basalt but better than andesite.
- Operational Properties of Products
Basalt Fibers
- Thermal Resistance: Up to 1000 °C.
- Application: Insulating materials, reinforcing composites, fire-resistant products.
Andesite Fibers
- Thermal Resistance: Up to 800–900 °C.
- Application: Promising for use in high-acid environments and thermal insulation.
Andesibasalt Fibers
- Thermal Resistance: Up to 1000 °C.
- Application: Combined environments with exposure to acids and alkalis, structural materials, composites.
- Promising Deposits of Andesibasalts
- Far East and Siberia, Russia
In the Far East and Eastern Siberia, including Kamchatka and the Kuril Islands, andesite basalt flows are widespread, making these regions promising for raw material extraction for fiber production. - Carpathians, Ukraine
The Transcarpathian region is known for its deposits of andesites and andesite basalts. Resource development for fiber production based on andesite basalts is possible in this area. - Andes Mountain Range, South America
Deposits of andesite basalts in Chile and Peru have enormous potential for industrial extraction due to rich volcanic zones and developing infrastructure. - Central Europe
Volcanic belts in Germany (Rhenish Massif) and the Czech Republic also contain andesite basalt rocks, making this region an important source of raw materials. - North America
The Cascade Mountains in the USA and Western Canada are rich in volcanic rocks, including andesite basalts, opening up prospects for fiber production.
Conclusion
To produce continuous fibers, basalt remains the primary material due to its availability and good operational properties. Andesite and andesibasalts present promising alternatives, especially in conditions requiring high acid resistance. Andesibasalts could serve as raw materials for fibers that combine the strength of basalt with the chemical resistance of andesite. The andesibasalt deposits in Russia, Ukraine, South and North America, as well as Central Europe, have tremendous potential for development, which could play a key role in the advancement of this industry.
Dr. Victor Bartashov
What are the advantages of recycling fibrous waste using IBE technology?
- Eliminates the costs of briquetting and disposal of your own production waste
- Allows you to produce additional commercial products not only by using your own waste (up to 15% of the output volume), but also by attracting up to 30% or more construction fibrous waste with a negative price -300÷350 euros per ton, thereby also significantly reduces production costs
- Due to the use of induction heating in the melting furnace instead of coke and dielectric heating in the polymerization furnace instead of gas, the specific energy consumption can be reduced by almost 2 times
- Eliminates carbon dioxide emissions (almost 0 instead of 800÷900 kg/t of finished products)
- Reduces unit costs for personnel due to a significantly higher degree of automation, mechanization and control of the technological process, which also reduces production costs and the cost of finished products
Electric melting and composite die (bushing) to produce basalt continuous fiber.
Our company has developed platinum-free dies for Continuous Basalt Faber (CBF) with several quantity of holes from 200 to 600 and conducted their comprehensive tests.
Equipment designed to implement our technology consists of:
- Loading device for primary basalt fraction from 0 to 8 mm without any pre-processing (washing, sorting, etc.)
- Induction melting furnace with a specified temperature profile in four zones
- InLine mixer (a new one!)
- Electric feeder for 10 outlets
- 10 composite spinneret feeders (bushings)
As a result, a highly stable process to produce CBF has been developed, which includes high-speed induction melting of basalt, high-temperature heat treatment and low-temperature “casting” of filaments. The process makes it possible to improve the quality of basalt threads across the entire range of their diameters, line productivity by an average of 15%, and eliminate thread breakage during drawing.
Economic and operational characteristics of the above equipment set:
- Energy consumption per 1 ton of fiber 820 kWh
- Die output at 608 holes >30 kg/h
- The test period for the composite die was 90 days of continuous operation, the die (bushing) remained fully functional
- The diameter of the resulting fibers 9-16 µ, – depends on the drawing speed
- Price ratio compared to PtRh die (bushing) 1/15
During the tests there was not a single breakage of the drawn threads.
Works to increase performance of equipment will are continues.
Technical data of the Melter IBE70-3.2
• Capacity to continuously melt in 24/7 x 2 mode for basalt with an acid
modulus in the range of 0.9-2 7,23 t/h
• Complete crucible:
HTiegel= 2.732 mm
DTiegel= 1.156 mm
Weigt= 3.037 kg
• Double inductor:
Diameter: 1.176 mm
Height: 2.340 mm

• Specific power consumption 653 kWh/t
• Generator output (installed) 5.700 kW
• Energy losses 91 kWh/t
• Efficiency of the melting unit 86%
Working temperature:
Melting zone: 1.270°C
Heat treatment zone: 1.600°C
Casting zone: 1.470°C (adjustable)
IBE70-3.2
New induction unit IBE70-3.2 for melting mineral substances (dispersed glass, stone, various oxides and their mixtures, including fibrous waste and dust) of continuous operation in the temperature range from 1.100 to 2.100 ° C with a capacity of up to 7 t / h. Details on request.
Recy & DepoTech Conference
Our company attended the 16th Recy & DepoTech Conference. It took place in Leoben, Austria from November 9th to 11th. Our lecture “The inductive inline furnace for recycling and utilization of mineral waste and residues” was received with interest. The paper is available for download.. Vortrag_IBE_DepoTech2022
Valorize, Don’t Landfill !
Construction and demolition (C&D) works inevitably involve large volumes of waste from man-made mineral fibers (MMMF), such as glass and rock wool.
In Austria, MMMF products that have been manufactured by a member of the Austrian Association of Mineral Wool Industry since 1998 are not considered dangerous.
In the case of demolition and renovation works, the required documentation of non-hazardousness (manufacturer’s proof with product safety data sheets, invoices, reference to goods seal, hazard evaluation by means of chemical analysis) is not feasible. Therefore, to this day, all MMMF waste is classified as hazardous and landfilled under the appropriate key numbers for hazardous waste.
The landfilling of MMMF waste is associated with a relatively high consumption of landfill capacity. Any landfill operator can attest that the low density of this waste stream, even after compaction in a baler, requires a special, more laborious process.
With the recent amendment of the Landfill Ordinance of 2008, a landfill ban for MMMF waste is planned in Austria from January 1st, 2027.
The binding Austrian regulation “Artificial mineral fiber waste – MMMF waste from the construction site” published in 2019 states: “Material valorization of the MMMF waste is permitted if the treatment ensures that the products produced do not have any hazardous properties. There are currently no known suitable valorization processes for MMMF waste in Austria”.
The legal regulations mentioned, the state of the art that is not up to date, as well as a large number of research projects send a clear message: There is an urgent need for a technology that not only eliminates the hazardous properties of MMMF waste, but also economically converts it into a value-added product.
The focus of our company lies on the development of technologies in which mineral input materials are melted in an inductively heated inline furnace. For C&D MMMF waste, we consider our innovation to be market-ready. We offer companies in the waste processing & valorization sector an opportunity to develop products or substitute raw materials based on inductive melting technology by valorizing C&D MMMF waste.
The simplest solution, as an intermediate step, to landfill melted, inert and significantly volume-reduced (more than 50-fold) MMMF waste, can be implemented promptly with the technology we have developed.
For more information please contact us at https://www.ibe.at/de/kontakt/ or office@ibe.at.
PLATINUM-FREE bushing plates – THE FUTURE OF CONTINUOUS FIBERS MANUFACTURING
One of the key operations in the production of continuous mineral fibers is their pulling out of the melt through bushing plates. The following requirements are imposed on the bushing plate material: operating temperature up to 1500 °C, no interaction with mineral melt, resistance to oxidation in air, high thermal conductivity and heat resistance, as well as resistance to thermal shock. Bushing plates are usually made of platinum-rhodium alloys.
Our company has developed an alternative to platinum-rhodium bushing plates, which allow to reduce the cost of bushing plates tenfold. The bushing plates of IB Engineering meet all the above requirements.
For more information, please contact us at https://www.ibe.at/ru/contact/ or per E-Mail: office@ibe.at.
LINE IBE13R
One of the most pressing topics in the production of mineral wool is the recycling of waste and off-grade raw materials .
During the production process, several groups of waste are generated. They can be initially categorized into resinous waste and non-resinous waste.
The first group includes such waste as “shots” from the centrifuge, strip edge trimmings, and rejects. The second group includes mainly fine fractions of raw materials and basalt dust.
Regardless of the group, the waste cannot be used for remelting in the same form in which it was collected.It must either be briquetted, which is a quite costly and ineffective method, or crushed into dust and further processed using the IBE smelter.
In our technology, the waste of both groups is physically separated, being in different bunkers, and mixed in a pre-set proportion before being fed to the melting unit.
Subsequently the melt can be used in the same way on the existing line, or – which is considered the most optimal solution – on a separate line IBE13R with a capacity of 8,000 or 16,000 tons of product p.a.
This line is compact and economical, and the cost of production of boards on it does not exceed 2/3 of the cost of production from primary raw materials.
Thus, the IBE13R line not only allows to avoid waste disposal costs, but the production of the same product turns out to be no less than 1/3 cheaper than production from primary raw materials.
The average cost of producing standard boards from the a.m. waste for the European region is 160-180 €/t.
- The main technical data of the IBE13R line are given below:
- production area – 1,000 m2
- energy consumption – 0.8 MWh per 1 t of product
- the need for service personnel is 5-6 people per shift
- boards width – 1.300 mm
- boards thickness – from 20 mm to 400 mm
- recommended capacity – 8,000 tons p.a. (with the possibility of expanding up to 16,000 tons p.a.).
Please contact us if you have any questions regarding waste processing on the IBE13R line.