Potenzial der Technologie des Inline-Induktionsschmelzens von
mineralischen Rohstoffen bei Recycling von staub-, pulver- und schlammartigen
Abfällen
Autoren:
Katharina Grass, Victor Bartashov
IB
Engineering GmbH
Datum der Veröffentlichung: 12.09.2021
Einführung: Problembeschreibung und Lösungsmöglichkeiten
Unternehmen verschiedener Branchen
stehen bei Recycling von staub-, pulver- und schwammartigen Abfällen vor den
gleichen Problemen:
•
Hohe Kosten für Transport und Deponie,
•
Strenge Umweltstandards bei Abfallentsorgung und - als
Folge - die Unmöglichkeit der Entsorgung der Abfälle in ursprünglicher Form,
•
Entgangener Gewinn durch die aus Abfall rückgewonnene
Metalle.
Die Beispiele für solche Branchen
sind:
•
Recycling von zinkhaltigen Filterstäuben der
Stahlindustrie,
•
Recycling von Lithium-Ionen-Batterien,
•
Recycling von Schlämmen aus kommunalen Kläranlagen,
•
Recycling von Flugasche aus Müllverbrennungsanlagen.
Die Liste könnte fortgesetzt
werden.
In einigen Fällen liegt die
Problemlösung in Komprimierung (Reduktion des Abfallvolumens) und in der
Einhaltung von Umweltstandards für die Entsorgung. In anderen Fällen besteht
auch eine Möglichkeit, durch Rückgewinnung von wertvollen Metallen einen
zusätzlichen Gewinn zu erzielen.
1. Verglasung
/ Inertisierung (IBEwi)
In den Fällen, bei denen die
Rückgewinnung bestimmter Stoffe wirtschaftlich nicht gerechtfertigt ist, kann
die Umwandlung in ein optimales Entsorgungsprodukt durch Verglasungsverfahren
sich lohnen, wenn an die Entsorgung von Abfällen strenge Umweltauflagen
gestellt werden. Die Verglasung / Inertisierung ist eine Methode zur
Immobilisierung toxischer Substanzen (z. B. Schwermetalle) durch deren
Einschluss in eine stabile Matrix (z. B. in eine Silikatmatrix). Durch
Verglasung wird das Auslaugen schädlicher Bestandteile im Laufe der Zeit
ausgeschlossen.
Betrachten wir ein Beispiel für die
Immobilisierung von Schadstoffen durch Verglasung von Flugaschen aus der
Abfallverbrennung.
Bei der Verbrennung von Abfällen in
Verbrennungsanlagen entsteht Flugasche, die eine große Menge gefährlicher
chemischer Verbindungen, darunter Schwermetalle, enthält. Einige Schwermetalle
sind bei höheren Temperaturen flüchtig (z. B. Hg, Cd, Pb). Aufgrund der
Flüchtigkeit reichern sich diese Metalle in Form von wasserlöslichen Salzen an
den Flugaschen an. Deponierung von diesen Aschen ohne Vorbehandlung würde zu
Boden- und Grundwasserverunreinigungen führen. Die weit verbreitete Methode,
Flugasche vor der Entsorgung zu zementieren, reduziert die sofortige
Freisetzung von Schwermetallen und anderen toxischen Stoffen in den Boden,
verhindert jedoch nicht vollständig, dass diese durch allmähliche Auslaugung in
die Umwelt gelangen. Auf Dauer ist Zement kein zuverlässiges Material, um
gefährliche Chemikalien und Schwermetalle zu binden. Das Verglasungsverfahren
ist nicht nur ein sicheres Verfahren,
um das Auslaugen toxischer Stoffe zu verhindern, sondern auch eine Methode, um
das Abfallvolumen deutlich zu reduzieren. Dadurch benötigen die Abfälle
wesentlich weniger Deponiefläche. Dementsprechend verringern sich die
Deponiekosten.
Unser patentiertes
Verglasungsprozess IBEwi läuft in folgender Reihenfolge ab (am Beispiel
von Flugasche):
Die Flugasche wird zunächst in
einem Inline-Induktionsschmelzofen geschmolzen. Das Schmelzen ist sowohl in
reiner Form als auch unter Zusatz glasbildender Komponenten wie Sand, Soda u.a.
möglich. Die aus dem Schmelzofen austretende Schmelze wird einer
Trockengranulation unterzogen. Das resultierende verglaste Produkt (Granulat)
ist chemisch stabil und schließt das Auslaugen von Schwermetallen aus.
Die Erzeugung eines glasartigen
Produkts (Granulats) ist in einigen Fällen allein zum Zwecke der Reduzierung
des Abfallvolumens wirtschaftlich gerechtfertigt. Ein Beispiel hierfür sind
Betriebe, die andauernd Mineralwolleprodukte verwenden, jedoch selbst keine
Hersteller von Mineralwolle sind (z. B. Verwendung von Mineralwolle-Substrat
für Hydroponik-Systeme). Nach der Verarbeitung von Mineralwolleabfällen zu Granulat wird das Abfallvolumen um das 100-fache
reduziert. Die Entsorgungskosten senken dadurch erheblich.
2. Rückgewinnung
wertvoller Metalle
2.1. Wann es
sich lohnt
Theoretisch ist eine Rückgewinnung
der Metalle aus meisten metallhaltigen Abfällen möglich.
Zum Beispiel, aus der Flugasche bei der Müllverbrennung (s. Beispiel oben) ist
es grundsätzlich möglich, Metalle zu gewinnen. Jedoch stellen die
Zweckmäßigkeit und Wirtschaftlichkeit dieses Verfahrens ein wesentliches
Kriterium für die Durchführung dieses Prozesses dar. So ist es im betrachteten
Fall aufgrund der sich ständig ändernden Zusammensetzung der verbrannten
Abfälle nicht sinnvoll, Metalle aus der Flugasche zu gewinnen.
Bei bekannter Zusammensetzung der
Abfälle kann die Gewinnung von Metallen von Vorteil sein, wenn die Preise für
diese chemischen Elemente hoch sind. Viele chemische Elemente kommen in
begrenzten Mengen in der Natur vor, sodass ihre Preise in der Zukunft sogar bei
stabiler Nachfrage weiter steigen werden. Ein Preiswachstum ist auch aufgrund
der steigenden Nachfrage nach einem bestimmten Rohstoff im Zusammenhang mit der
Entwicklung eines bestimmten Industriesektors möglich. So steigen
beispielsweise die Nickelpreise aufgrund der verstärken Nachfrage nach diesem
Metall infolge steigender Produktion von Lithium-Ionen-Batterien [1].

Abb. 1: Nachfrage nach Nickel, t/Jahr
Quelle: Buchert M., Sutter J.: Stand und Perspektiven des
Recyclings von Lithium-Ionen-Batterien aus der Elektromobilität
Ähnliche Trends werden bei Lithium
und Kobalt beobachtet. Die folgenden Grafiken zeigen die prognostizierte
Nachfrage nach Kobalt- und Lithium-Rohstoffen bis 2050.

Abb. 2: Nachfrage nach Kobalt, t/Jahr
Quelle: Buchert M., Sutter J.: Stand und
Perspektiven des Recyclings von Lithium-Ionen-Batterien aus der
Elektromobilität

Abb. 3: Nachfrage nach
Lithium, t/Jahr
Quelle: Buchert M., Sutter J.: Stand und
Perspektiven des Recyclings von Lithium-Ionen-Batterien aus der
Elektromobilität
Ein weiteres Metall, dessen Preise
zuletzt kontinuierlich gestiegen sind, ist Zink. Die Zinkreserven sanken 2020
auf den niedrigsten Stand der letzten 11 Jahre. Im Jahr 2013 erreichten die
Reserven dieses wertvollen Metalls an der LME[1]
1,2 Millionen Tonnen. Danach sanken sie nach und nach im 1. Quartal 2021 auf 256 Tausend Tonnen [2].
2.2. Prozess der
Rückgewinnung von Metallen von IB Engineering (IBEmr)
Das Prinzip
der IBE-Technologie, verwendete bei der Rückgewinnung der
Metalle aus metallhaltigen
staub- und schlammartigen Abfällen, ist im Allgemeinen gleich
und umfasst:
·
Hochtemperaturschmelzen von Abfällen in einem
Inline-Induktionsschmelzofen,
·
Trennung der flüssigen Metallphase von der Phase der
Mineralschmelze,
·
Verdampfung von Metallen, gefolgt von schneller
Abkühlung, Kondensation und Auffangen von den rückgewonnenen Elementen im
Filter (Abb. 4).
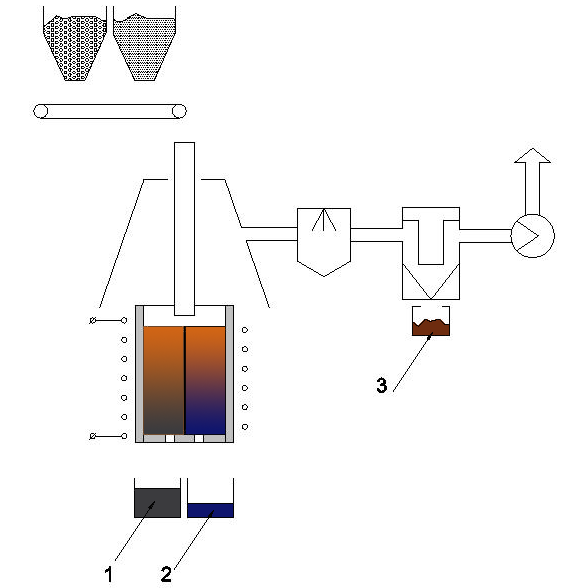
1. Mineralschmelze àSchlacke 2. Flüssige Metallphase 3. Metallhaltiges Filtrat.
Abb. 4: IBEmr: Der
technologische Prozess der Rückgewinnung von Metallen aus metallhaltigen
Abfällen
Die schadstofffreie Restschlacke
können beispielsweise im Straßenbau verwendet werden, und aus den rückgewonnenen Metallen wird Gewinn erwirtschaftet.
2.3. Beispiele
für Rückgewinnung von Metallen aus den Rückständen der Industrieprozesse
Nachfolgend sind einige
Anwendungsbeispiele beschrieben, in denen wertvolle Metalle aus den Industrieabfällen (bzw. Rückständen der Industrieprozessen)
rückgewonnen werden können.
Rückgewinnung von Zink aus den
zinkhaltigen Filterstäuben der Stahlproduktion
Etwa 30% der weltweiten
Stahlproduktion erfolgte durch Einschmelzen von Stahlschrott im Lichtbogenofen
(Electric Arc Furnace – EAF). Pro Tonne eingeschmolzenem Schrott fallen 15 - 22
kg Staub an, die mit den dafür vorgesehenen Filtern aufgefangen werden. Somit
fallen jährlich etwa 8,5 Millionen Tonnen EAF-Filterstaub an, in denen 1,7
Millionen Tonnen Zink enthalten sind. Von diesen
Filterstäuben werden global nur etwa 45% recycelt und der Rest in Deponien
verbracht [3].
Eine der gegenwärtig
gebräuchlichsten Verfahren zur Aufbereitung von EAF-Stäuben ist das
Wälzverfahren (metallurgisches Verfahren in einem Drehrohrofen). Die Nachteile
des Wälzverfahrens: Pelletieren unter Verbrauch von Schlackebildnern, hoher
Brennstoffverbrauch, Schwierigkeiten bei Temperaturregelung, der Zn-Gehalt im
Staub muss mindestens 20% betragen, auch das Eisen und bis zu 5% Zink gehen mit
der Schlacke verloren.
IB Engineering bietet eine innovative technologische Lösung,
die dem o.g. Prinzip (Abbildung 4) entspricht:
Zunächst wird der metallurgische Filterstaub in einem
IBE-Induktionsschmelzofen unter Zugabe eines Reduktionsmittels (z. B
Kohlenstoff, in Form von gebrochenem Koks) erhitzt. Das reduzierte dampfförmige
Zink (bei einer Ofentemperatur >950°C) wird durch die Oxidations- und
Kühlzonen geleitet und als Oxid im Filter aufgefangen.
Die Schlacke wird in einem
dafür vorgesehenen Behälter gesammelt und kann problemlos entsorgt oder
verwendet werden (z. B im Straßenbau). Die rückgewonnenen Metalle in flüssiger
Form werden durch eine andere Öffnung ausgetragen und können dem
Stahlerzeugungsprozess wieder zugeführt werden.
Recycling von Lithium-Ionen-Batterien
Einerseits birgt die Lagerung und Entsorgung gebrauchter
Lithium-Ionen Elektrofahrzeugbatterien ein hohes Risiko der Umweltbelastung und
eine potenzielle Gefährdung des Menschenlebens in sich, indem die toxischen
Elemente und Gase freigesetzt werden.
Andererseits stellen Lithium-Ionen-Akkus durch sinnvollem Recyclingprozess
einen wertvollen Rohstoff dar. So enthält beispielsweise eine
Lithium-Ionen-Batterie mit einer Kapazität von 50 kW*h, geeignet für eine
Reichweite von 250 bis 300 Kilometer etwa 10 kg
Mangan, 11 kg Kobalt, 32 kg Nickel und etwas mehr als 6 kg von Lithium [4].
Derzeit rentiert sich die Rückgewinnung von Metallen aus
Lithiumbatterien nicht für alle enthaltenen Metalle. Lithium ist beispielsweise
wirtschaftlich nicht recycelbar. Es ist möglich, es aus alten
Lithium-Ionen-Batterien zu gewinnen, um Rohstoffe zu sparen, aber heute ist es
unwirtschaftlich [5]. Laut Expertenprognosen wird die Nachfrage nach Lithium in
naher Zukunft steigen und im Jahr 2050 bereits mehr als 1.000.000 Tonnen pro
Jahr betragen (siehe Abb. 3). Der Grund dafür ist das künftige
Produktionswachstum von Elektrofahrzeugen.
Das im Diagramm (Abb. 4) dargestellte und oben beschriebene
Verfahrensprinzip ist auch bei Recycling von Lithium-Ionen-Batterien mit
Rückgewinnung von Wertmetallen anwendbar.
In diesem Fall laufen vor der pyrometallurgischen
Aufbereitung der Batterie die Vorstufen der Entladung, Demontage, mechanisches
Mahlen und Fraktionstrennung ab.
3. Potenzial
des Inline-Induktionsschmelzens im Recycling von staub- und staubförmigen
Abfällen
Zusammenfassend ist festzuhalten, dass eine der wichtigsten
Komponenten des IBE-Technologiezyklus das
Induktionsschmelzen ist. Das gilt sowohl für die Verglasung von Abfällen als
auch für den komplexeren Prozess der Rückgewinnung von Wertmetallen aus den
Abfällen.
Das Schmelzen der Abfälle im IBE-Technologiezyklus erfolgt in
einem speziell konstruierten und patentierten Induktionsofen.
Vorteile des Schmelzens im IBE Inline-Induktionsofen:
·
Arbeitstemperatur bis 2500°C,
·
Inline-Prozess, d.h. kontinuierliche Bewegung der
Ladung im Durchgangstunnel vom Ausgansstoff bis zum fertigen Produkt,
·
die Fähigkeit, unterschiedlichste Materialfraktionen
aufzuschmelzen (von 0 bis 10 mm),
·
die Möglichkeit, drei Phasen zu erhalten: zwei
flüssige Phasen (eine metallische und eine mineralische Phase/Schlacke) sowie
eine gasförmige Phase, die nach der Kondensation in Filtern aufgefangen wird.
Darüber hinaus zeichnet sich der IBE Inline-Induktionsofen
durch folgende Eigenschaften und Fähigkeiten aus:
·
Wirkungsgrad > 90%,
·
gleichmäßige Temperatur der Schmelze,
·
Flexibilität (schnelles Ein- und Ausschalten),
·
vollständige Automatisierung des Schmelzprozesses;
Temperaturkontrolle,
·
hohe Sicherheit und komfortable Arbeitsbedingungen für
das Personal,
·
keine CO2-Emissionen.
Für weitere Informationen besuchen Sie unsere Website https://www.ibe.at/de/ sowie kontaktieren Sie uns direkt.
Literaturverzeichnis:
[1] https://www.metalinfo.ru/ru/news/122016
[2]https://www.metalinfo.ru/ru/news/126391
[3] Curtis S.: Sustainability
in Action: Recovery of Zink from EAF Dust in the Steel Industry, 2015
Intergalva Conference, Liverpool, England, 9th June 2015,
http://www.icz.org.br/upfiles/arquivos/apresentacoes/intergalva-2015/5-2-Stewart.pdf
[4] https://www.jubatec.eu/recycling-von-lithium-ionen-akkus/
[5] https://futurezone.at/science/so-aufwendig-werden-alte-lithium-ionen-akkus-recycelt/401131764