
Beispiele der Effizienzsteigerung in den Teilprozessen bei der Herstellung
von Produkten aus Mineralwolle
Basierend auf
den Prinzipien der energetischen Einwirkungen auf die Substanz und auf den
Prozess, können die Technologien von einigen wichtigen Produktionsvorgängen
verändert werden (1). Dies
bedeutet, dass zur Steigerung der Effizienz in technologischen Prozessen, die
eine energetische Einwirkung benötigen, diese Prozesse in erster Linie auf die
gezielte Fokussierung der Energie gerichtet sein sollen. Zusätzlich können auch
die Eigenschaften von verwendeten Materialen mit maximaler Effizienz genutzt
werden. In diesem Artikel werden einige Beispiele von alternativen Technologien
mit Nutzung gezielter Energie- und Materialeigenschaften bei der Produktion der
Mineralwolle-Produkten in Betracht gezogen, die einen wesentlichen Beitrag zur
Energieeffizienzsteigerung des gesamten Produktionszyklus leisten können.
Induktionsschmelzung von Rohstoffen
Um den Schmelzprozess
in der Produktion der Steinwolle effizienter zu gestalten, kann das Prinzip der
Induktionserwärmung verwendet werden. Die Induktionserwärmung bzw.
Induktionsschmelzung besteht in der Umwandlung der Energie des
elektromagnetischen Wechselfeldes in thermische Energie. Da sich bei der
Schmelzung der Basaltladung um ein nicht-leitendes Material handelt, ist bei
der induktiv beheizten Schmelzanlage ein Suszeptor notwendig.
Ein Suszeptor
besitzt, einerseits, die Eigenschaft, elektromagnetische Energie aufzunehmen
und diese in Hitze umzuwandeln. Andererseits kann er die Hitze dank seiner Leitfähigkeit zu
dem Mineralrohstoff übertragen. Die Suszeptoren in
der IBE-Schmelzanlage werden aus Grafit gefertigt. Dieses Material ist äußerst
resistent, sehr bearbeitungsfähig und besitzt eine Temperaturspanne von bis zu
3000°C. Die Methode zeichnet sich durch erhöhte Präzision, Schnelligkeit und
gleichmäßige Oberflächentemperatur aus (kann durch das Design der Spule erzielt
werden).
Jedoch besitzt die Methode bei allen daraus resultierenden
Vorteilen der induktiven Erwärmung einen sog. „Skin-Effekt“, welcher aber durch
die Konstruktion des Suszeptors oder durch die
Änderung der Frequenz minimiert werden kann. Die Eindringung des Stroms in die Tiefe
des Suszeptors hängt vom spezifischen
Materialwiderstand und von der Frequenz des elektromagnetischen Feldes ab und
kann mit folgender Gleichung beschrieben werden:

mit
r – dem
spezifischen Widerstand des Suszeptors,
ω – Kreisfrequenz,
μ – absolute
Permeabilität des Leiters. (2)
Durch den
relativ hohen spezifischen elektrischen Materialwiderstand erfüllt Graphit die
Voraussetzungen bezüglich der Eindringtiefe / Leitschichtdicke. Hinsichtlich
Frequenz gilt es: je höher die Frequenz, desto effektiver die
Energieübertragung von der Spule zum Suszeptor.
Allerdings sinkt gleichzeitig die Eindringtiefe, und der „Skin Effekt“ wird
somit verstärkt. Um die Eindringtiefe zu erhöhen und somit die
Energie von der Oberfläche des Suszeptors in die
Mitte zu bringen, wurde eine spezielle Konstruktion des Suszeptors
entwickelt. Dabei wurde der äußere Rand des Suszeptors
mit Schlitzen versehen. Durch die Schlitze wird die Energie noch tiefer ins
Zentrum des Suszeptors übertragen, und in der Mitte
liegendes Basaltgestein wird schneller geschmolzen.

Abbildung 1: Erhöhung der Eindringtiefe des Graphit-Suszeptors in der Schmelzanlage der IB Engineering
Gleichzeitig erlaubt
diese Konstruktion die Wärmedämmeigenschaften im äußeren Schicht des Suszeptors zu stärken und ermöglicht dadurch die Ausführung
des Tiegels auch aus gering feuerfesten Materialien.[1]
In diesem Fall werden die Eigenschaften von Graphit maximal effizient verwendet:
die Eigenschaften des Leiters (wie elektrische Leitfähigkeit und
Wärmeleitfähigkeit) wurden bestmöglich genutzt, aber auch die
Wärmedämmeigenschaften des Graphits wurden durch eine Spezialkonstruktion des Suszeptors verbessert.
Dielektrische Trocknung/Polymerisation
des Bindemittels
Ein
anderes Beispiel der gezielten Energieeinbringung und Steigerung der Effizienz
des Prozesses ist die Trocknung der Mineralwolle mit Verwendung dielektrischer
Trocknungsmethode. Im Vergleich zur Induktionserwärmung, die zum Erwärmen von
elektrisch leitenden Materialien mit einem Wechselstrom der Mittelfrequenzen verwendet
wird, wird eine dielektrische Erwärmung üblicherweise unter Verwendung höherer
Frequenzen durchgeführt. Auch bei dieser Art der Erwärmung handelt es sich um
eine kontaktlose Methode mit hoher Aufheizgeschwindigkeit, die eine
gleichmäßige Erwärmung von Materialien mit geringer Wärmeleitfähigkeit
ermöglicht.
Das
feuchte Material (in unserem Fall - Mineralwolle nach dem Einsprühen mit dem
Bindemittel) wird zwischen die Elektroden des Kondensators des
Hochfrequenz-Schwingkreises gebracht, die an einen Hochfrequenzgenerator
angeschlossen sind. Unter Einwirkung von Hochfrequenzströmen orientieren sich
die zuerst zufällig angeordneten Wasserdipole entsprechend dem elektrischen
Feld, senkrecht zu den Elektroden. Da die Wassermoleküle einen stark
ausgeprägten Dipolcharakter besitzen, sind sie besonders zur Aufnahme der
Energie vom hochfrequenten elektrischen Wechselfeld und ihrer Umwandlung in
Wärme fähig. Der Strom in der Trockneranlage ändert seine Richtung mehrfach
während einer Sekunde, wodurch die Wasserdipole auch ihre Orientierung ändern,
d.h. sie drehen sich gleich viele Male um 180°. Aufgrund der resultierenden Reibung wird das
Material erwärmt, wobei der Grad der Erwärmung von dielektrischen
Charakteristiken des Materials abhängt (3).
Die faserige Masse wird dabei von innen
erhitzt. Die Wärme breitet sich aus, bis sie das gesamte Volumen der faserigen
Masse bedeckt. Die schnelle Bildung einer großen Wärmemenge an den Stellen mit
größerem Feuchtigkeitsgehalt ist ein charakteristisches Merkmal des Erhitzens
in einem Hochfrequenzfeld.
Der
Vorteil der dielektrischen Trocknung besteht darin, dass die Wärme im Inneren
des Materials über sein Volumen erzeugt und nicht wie bei anderen
Trocknungsmethoden von außen zugeführt wird. Aufgrund der großen Eindringtiefe
in das Material wird im Hochfrequenz-Feld eine gleichmäßige Erwärmung
gewährleistet.
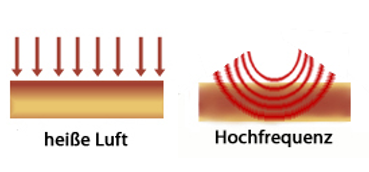
Abbildung 2: Trocknen mit
heißer Luft und in einem HF-Wechselfeld
Die beiden beschriebenen
Verfahren stellen nur einige der vielen Möglichkeiten der gezielten und
effizienten Energienutzung in den Produktionsprozessen dar. Bei den
Teilprozessen Schmelzung und Trocknung/Polymerisation wurde die gezielte
Energienutzung, beispielweise, durch Verwendung der Energie eines
elektromagnetischen Wechselfeldes entdeckt. Das externe elektromagnetische
Wechselfeld kann einen starken und vielfältigen Einfluss sowohl auf Leiter als
auch auf Dielektrikum ausüben. Diese beiden innovativen Teilprozessen zeichnen
sich nicht nur durch hohe
Energieeffizienz, sondern auch durch verkürzte Prozesszeit und Platzeinsparung aus.
Literatur:
[1] Tumanov, J.: Plasma, high-frequency,
microwave and laser technologies in chemical-metallurgical processes, Litres, 2017; S.387.
[2] J.
D. Jackson: Classical
Electrodynamics. 2nd edition, Chap.
7.7